

球磨機安裝工藝
1、球磨機結構特征
1.l進料裝置
該磨機的進料裝置實際成自然形成的料墊,使物料滑入螺旋筒,其內部裝有襯板,以防止物料直接磨損殼體,襯板用螺栓固定,磨損可以更換。
1.2主軸承
磨機的主軸承是磨機主體——回轉部分的支承裝置,包括物料、研磨體和回轉部分在內的數百噸的重量就坐落在兩個主軸承上。主軸承主要由軸承座、軸承蓋和主軸瓦三大部分組成。
軸承座是鑄、焊聯合的結構形式,鑄件主要起支承作用,在鋼板件與其結合后構成一個箱形體,使得軸承座內能夠儲存一定量的潤滑油。
1.3回轉部分
回轉部分是磨機的主體,整個粉磨作業過程就是在這個部分內完成的。回轉部分主要由筒體、進出料中空軸、進料螺旋筒、筒體內部的隔倉裝置、襯板、出料蓖板及出料螺旋筒組成。
1.4出料裝置
出料裝置主要包括:出料罩、傳動接管(即出料管)、回轉篩和排渣閥等組成。
1.5潤滑裝置
磨機主軸承采用稀油集中潤滑,高壓系統用于啟動磨機時浮升主軸瓦,低壓系統則是使低壓油從主軸承上部進入,通過淋油管將油均勻地灑在中空軸軸頸上。
2、球磨機施工流程圖
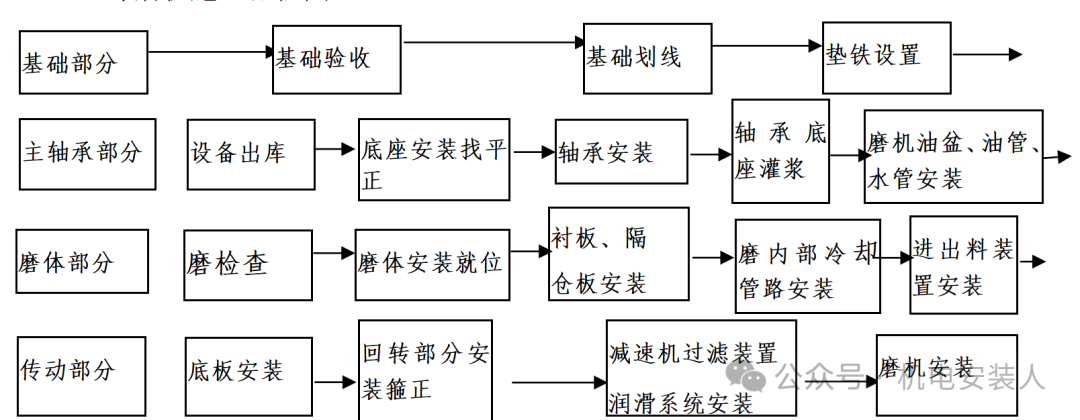
3、球磨機施工工藝
3.l基礎驗收
3.1.1基礎驗收必須認真負責,根據車間工藝布置圖、安裝圖、基礎圖檢查基礎位置的相對尺寸,與土建坐標軸線是否符合。
3.1.2檢查基礎標高與土建給定標高的相對位置,并做出記錄,在基礎側面預埋沉降標記板上做出標高位置,作為安裝與檢查基礎下沉情況的依據。地腳螺栓孔內必須清理干凈,無雜物。
3.1.3平面位置安裝基準線與基礎實際軸線,其允許偏差為±20mm;
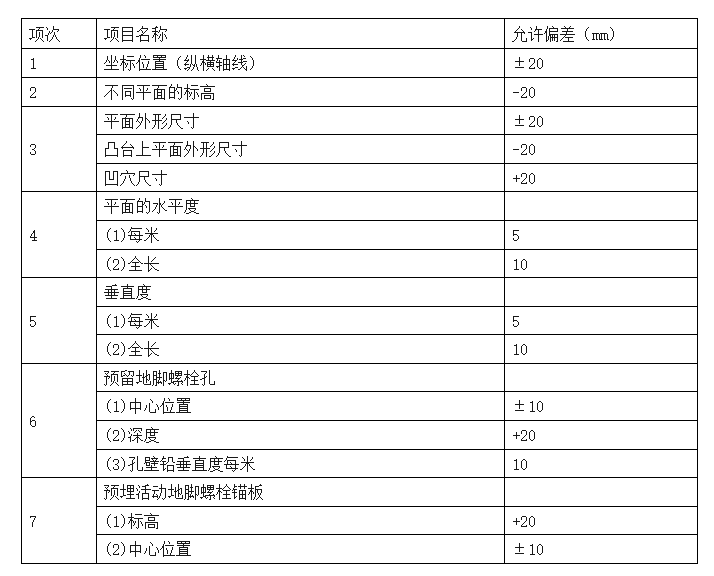
3.1.4按基礎圖和隨機技術文件,對基礎的外形尺寸,坐標位置進行復測檢查,其允許偏差符合下表規定:
3.2設備開箱檢查
檢查箱號和箱數以及包裝等情況,設備名稱型號規格,有無缺件和損壞,銹蝕等情況。如聯接螺栓定位銷,隔倉板支架等零部件清點好數量,發現有問題及時做好記錄。
3.2.1主軸承的檢查
(1)實測底座地腳螺栓孔距離、軸承與底座連接的螺栓孔距離及底座高度等主要尺寸,并對底座進行分中,劃出底座實際縱橫中心線,與底座上設備廠家所劃中心線進行校對;
(2)主軸承與軸承座的四周接觸應均勻,一般局部間隙不應大于0.1mm。滾子側的主軸承底面與底座接觸不應小于80%;
(3)對主軸承冷卻水套及冷卻水通道進行試壓,要求在0.6Mpa壓力下保壓8分鐘無滲漏現象;
(4)檢查軸承合金與球面瓦配合情況,要求應嚴密、牢固,且不得有脫殼、裂紋、氣孔等缺陷,特別是90°接觸區內不得有任何缺陷;
(5)檢查球面瓦與所配中空軸軸頸的接觸情況,要求在60°包角和全瓦寬接觸區形成連續均勻分布的接觸帶,接觸班點每個平方厘米不少于1個點,否則要進行球面瓦的研刮;
(6)檢查主軸承球面瓦與中空軸軸頸配合側間隙,配合間隙應符合設備技術資料及規范的規定;
(7)檢查主軸承球面瓦與中空軸軸頸配合情況,要求配合接觸斑痕的分布區應為一條的接觸帶,斑痕間距不應大于5mm,且應均布于軸中線下部的全瓦寬,如僅在任何一邊緣或僅在中間接觸等斑痕分布不均時,則稍加刮削,達到上述要求;
(8)檢查主軸承瓦球面與軸承座球面的配合接觸情況,要求球面接觸帶的周向接觸包角應不小于45°;軸向接觸寬度應不大于球面座寬度的1/3,但不得小于10mm。接觸斑點的分布應均勻連續,間距不大于5mm。
3.2.2筒體與中空軸的檢查
(1)檢查筒體實際尺寸,是否符合圖紙和設備本體圖所示的設計尺寸;
(2)檢查磨機兩端中空軸的同軸度。在筒體裝入主軸承后檢查,檢查在兩端軸頸全長范圍內進行,盤動筒體,利用百合表分別測出兩中空軸的徑向園跳動,要求兩中空軸的相對徑向園跳動在0.2mm以內;
(3)檢查筒體卸料孔兩側的密封摩擦面,對中空軸軸頸的徑向圓跳動偏差,要求不大于0.5mm。
3.2.3傳動裝置檢查
(1)檢查大齒圈外形尺寸、型號、規格,檢查小齒輪外形尺寸、型號、規格,大齒圈與小齒輪是否相配,傳動是否符合設計要求;
(2)檢查主減速器和輔減速器,要求減速器轉動平穩,無雜音,各齒輪嚙合完好,并對減速器進行換油清洗,要求密封完好,不漏油,潤滑正常;
(3)檢查減速器的冷卻裝置,要求能在設計壓力下保壓8分鐘。
(4)對設備檢驗結果做好詳細記錄。
3.3磨頭組裝
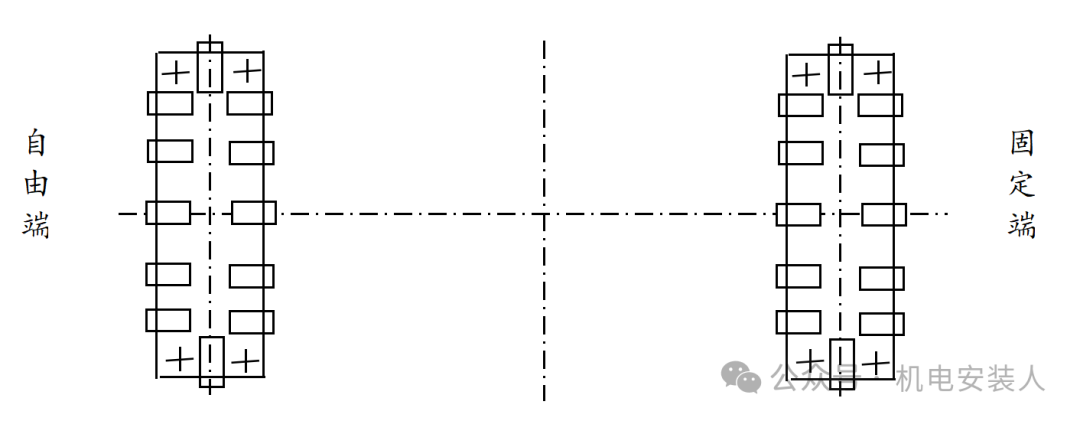
磨頭組裝應在基礎放線后進行組裝,磨頭中空軸出料端為固定軸端,而進料端是滑動軸頸端,需留有軸向間隙,磨機運轉時,溫度升,磨體向可滑動軸頸方向膨脹。安裝時,必須注意可滑動軸承的軸向軸肩側間隙,在膨脹側要大。檢查連接螺栓的中心距與銷孔直徑,是否符合安裝精度的要求。有磨頭襯板支架的,先將磨頭襯板支架與磨頭組裝在一起,否則磨頭安裝后,磨頭襯板支架無法安裝。
磨頭組裝時,當磨頭與磨體止口快要接觸時,一定要注意不要將止口碰壞,要對準標記、用4只螺栓按0°、180°、90°、270°,將磨頭與磨體法蘭的止口裝進,然后打入所有的定位螺栓,把連接螺栓擰緊。
3.4基礎劃線
經過驗收合格的基礎,首先劃出球磨機基礎的縱橫中心線。按照安裝工藝圖,以球磨機的縱向中心線與土建坐標軸線的距離,在進料端與出料端軸承座基礎上定出兩點,以此兩點,劃出球磨機的縱向中心線。再以出料端基礎軸承座的橫向中心線與土建坐標軸線的尺寸,在縱向中心線定點,用地規劃出橫向中心線。實際測量的兩個磨頭空軸的外軸肩尺寸,應和球磨機的安裝圖尺寸核對,兩個尺寸不一致時,應以實際尺寸為準。劃出球磨機的軸承底座的縱、橫中心線后,以此為基準,繼續劃出主減速機和主電動機的縱、橫向中心線。劃線前的準備工作:采用22#鋼絲,鋼卷尺必須經過計量所檢查,合格后方可使用,有經緯儀來保證劃線的絕對準確。將鋼絲架在支架上,用配重將鋼絲拉緊。用兩個固定線墜,對準基礎上的兩個基準點,用一個活動線墜找出球磨機的中心線,再用地規劃出橫向垂直線,將中心線的中心點用沖子打在中心標板上,一般中心標板有l50×l00×l0mm的鋼板制成,中心標板的埋設位置距基礎邊緣為100-150mm。根據球磨機的縱、橫中心線,劃出各地腳螺栓孔的相對中心線。
3.5基礎處理與墊鐵布置要求
安放墊鐵的方式是根據基礎設計的標高而定,每一墊鐵組的面積能足夠承受設備。當采用墊鐵時,底座底面與基礎表面的高差一般為l50mm左右。
如設計圖紙有墊鐵的分布時,可按設計要求布置,在地腳螺栓孔兩側各設一組墊鐵(可采用開口墊鐵組),兩組墊鐵組之間距離超過1米以上時,中間加一組墊鐵。一般采用200×300mm墊鐵(一對斜墊鐵一塊平墊欽)。
為了使底座與基礎的二次灌漿層的混凝土牢固結合,必須將基礎表面進行處理。必須將設備底座的油污、銹蝕、泥土等臟物和地腳螺栓的預留孔中的雜物除去,灌漿處基礎表面應鑿成麻面到石子露出為止,以保證灌漿質量。
墊鐵與混凝土的接觸面積達到75%以上。上表面縱橫水平度要求為0.15mm/m。
墊鐵安裝主底板前先清洗各加工面防銹油和鐵銹,去除毛刺,與主底板接觸的地方如有涂漆,必須清理到完全見金屬。
主底板和調整墊片之間要全面接觸,用塞尺在側面檢查,并從側面輕輕敲擊調整墊片,以不松動為合格。
 3.6底座安裝
3.6底座安裝
球磨機主軸承底座,是安裝在基礎與主軸承之間的一個底座。如果球磨機已在制造廠進行過裝配并試運轉,則底座上已劃有縱、橫中心線標記,若制造廠沒有進行運裝配試運轉,要在鋼底座上進行縱、橫中心線劃線,劃線時要認真核對圖紙,鋼底座的縱、橫中心線與基礎上的縱、橫中心線相重合。就位后找正,利用線墜法,檢查底座中心線是否在一條直線上,用水平儀結合基準標高點,檢查鋼底座的標高,用框式水平儀檢查鋼底座的水平度,進行底座的粗找。鋼底座就位經過粗找正后,即可進行一次灌漿(地腳螺栓灌漿)。一次灌漿經過養護,達到混凝土標號強度75%時,即可進行精找正。精找正時,先找正出料端的標高,用水準儀測量底座左中右三點與基準點標高差,用成對斜墊鐵調到標準高度。再用框式水平儀在底板上,復查縱、橫向中心線端部水平度,用成對斜墊鐵調到小于水平度0.05mm為止。然后,用鋼卷尺加上l0kg彈簧秤由出料端底座核對兩個底座的橫向中心跨距,采用對角線法進行復核,固定出料端底座。再用經緯儀或吊線墜方法來檢查底座的縱向中心線,并調正使兩底座縱向中心線在同一直線上。
用同樣方法,由出料端底座測出進料端底座的標高差,按圖紙尺寸調好,用框式水平儀調水平度,邊調邊緊地腳螺栓,最后緊好地腳螺栓達到要求為止。
要求主軸承底板的水平度誤差不超過0.08mm/m,且中部應高出兩邊,不允許出現中間凹下情況。
在主軸承底板的上表面上劃出縱橫中心線作為安裝找正的基準線。當筒體與端蓋組裝后的實際尺寸有時與設計尺寸存在偏差,應該按實際尺寸施工。其極限偏差為±1.5mm。
磨機兩主軸承底板之上加工面的相對高度差不大于0.08mm/m,且進料端高于出料端。
找正縱橫中心線兩個主底板上的四個中心點和標板上的兩個點在一條直線上,其偏差不超過±1.0mm。橫向中心線偏差不超過±1.0mm。兩個主底板橫向中心線的平行度偏差不應大于0.08mm/m。間距及標高數據附圖所示做好記錄。
主軸承底板調整好后,擰上地腳螺栓螺母。
3.7主軸承的安裝
安裝前應拆卸主軸承,清洗所有部件上的用于運輸的保護性涂層。安裝主軸承和磨機筒體時,必須特別小心地清除軸承上任何雜物,并防止雜物進入軸承。
徹底清洗主軸承底板頂面和軸承座底面,其間不要涂抹任何潤滑油脂。軸承座與軸承底座的接觸面沿其四周應均勻接觸,局部間隙不得大于0.1mm,不接觸的邊緣長不得超過100mm,累計總長不超過四周總長的1/4,否則,應進行研磨。
主軸承瓦承載是屬慢速重載運行,有它的特殊性,要特別重視它,必須認真細致的工作。對瓦和球面瓦背都要進行特殊的處理。如研刮等工作,要按圖紙要求進行處理做到萬無一失。瓦口上部是否在同一直線上,測量兩軸承中心標高,要做到兩軸承上面標高一致,如有偏差,只能進料端高于出料端,主軸承安裝復查后,作出記錄,確認本道工序合格后,可進行磨體安裝就位。
3.8磨體安裝
大型球磨機由于空軸直徑大,軸承座高,基礎標高也高,再加上落磨前還要起升一定高度,所以在安裝磨體前,一般將已安裝好的兩個主軸承拆下,降低起升磨體高度,待磨體就位后,再安裝主軸承。由于磨機制造與安裝的精度,磨體的中心線不可能在一條直線上。即使稍有偏差,在磨機運轉時,可以利用球面瓦進行自動調正。
以上各種復查確認合格后,將同涂上防銹潤滑油,將磨機球面瓦的冷卻水管、高壓油管、潤滑油管接到軸承座外,將管頭堵住,以待安裝管道時接通,再把軸承蓋清洗干凈安裝好,同時將軸承兩側密封油毛氈裝好。
復查地腳螺栓擰緊程度,將墊鐵焊牢,同時將軸承底座的固定楔條楔緊。固定軸承底座的定位銷鉆孔、絞孔,然后將定位銷銷進。磨體安裝基本完成,可進行二次灌漿及抹面工作。
3.9襯板安裝
當二次灌漿層達到混凝土標號的75%強度時,開始進行隔倉板和筒體襯板與磨頭襯板的安裝。
首先從人孔門開始安裝襯板,否則人孔門最后安裝不上。襯板安裝由磨體下部開始,陸續安裝轉磨體,轉磨體一般采用卷揚機進行,但必須注意,安裝的襯板轉到磨體上方時,發生偏重,會使磨機自轉發生危險。所以,當磨體轉到一定位置時,必須用木楔將磨體牢牢楔住。
襯板安裝前,各倉襯板的形狀,根據施工圖或說明書上的規定,將各倉襯板分開。
襯板安裝時,為了防止泄漏,在襯板與筒體之間涂上一層水泥砂漿,鋪上石棉板,在襯板螺帽與外筒體表面處,加上石棉紙墊及彈簧墊圈、使之接合嚴密。擰緊襯板螺母,然后再用規定力矩將螺栓擰緊。
在安裝襯板時,一定要注意磨體的旋轉方向及襯板的波紋螺旋線方向。襯板與襯板之間的縫隙,若用鋼板襯板間隙為10-15mm,但按圖紙為準。為了使物料得到合理粉磨,物料由磨頭粗磨,逐漸向磨尾端進行細磨,將磨內分成2-4個倉。大小孔的扇開板,按旋轉方向安裝在筒體內形成隔倉板。
3.10進料出料端裝置安裝
安裝進料裝置下料漏斗與進風管時,采用石棉繩擰緊防止漏料。
安裝出料裝置時,將中空軸出料錐體與傳動用法蘭盤按鉛印字頭聯接起來,測量回轉的徑向,軸向偏擺后,再安裝轉動篩及出料罩,用石棉繩墊嚴,擰緊接口,以防漏灰。
3.ll大型減速機與電動機安裝
大型減速機若是解體安裝的,必須強調要按制造廠設計及組裝工藝要求進行安裝,不得擅自修改。安裝前準備工作與球磨體安裝前準備工作相似。下箱體就位,精確量出磨機與減速機的中心距離,要以實際尺寸進行復查。減速機輸出的中心標高,以安裝好的球磨機中心線標高來找正。下箱體上表面的中心線和磨機的中心線,應在同一直線上,采用吊線墜法進行。用框式水平儀測下箱體上平面的水平度,用斜墊鐵調正。為了精確地確定減速機下箱體的位置,要進行一次預裝配,將平衡軸瓦安放在平衡軸承上,經達試裝調整聯軸節間隙后,將平衡軸吊下,進行地腳螺栓孔一次灌漿。等一次灌漿養護期到后,可進行下箱體精找。專用長直尺由制造廠提供,各部數據按制造廠工藝組裝為準。找正聯軸節,按設計及規范找正,找正采用三表法。試車前裝配聯軸節定位螺栓。上體箱安裝,經過調整,精度合格的減速機,將上、下箱體仔細清理干凈,特別是潤滑油槽、油管處要仔細清洗。上箱體就位對準下箱體連接螺栓孔,用螺栓緊固好。
主電機安裝其方法與普通設備安裝相似。要注意檢查電動機定子與轉子的間隙處等有否雜物,用壓縮空氣吹凈。
3.12潤滑管道油沖洗
潤滑油管道經過化學清洗,油箱、油冷器、過濾器等必須解體檢查清洗。潤滑油系統安裝后用循環油泵沖洗、加溫、敲打油管道等方法,直到濾網上沒有雜物,方可認為油管內沖洗合格。
3.13試車
分為無負荷,負荷試車,按照電動機、電動機聯減速機、減速機聯球磨機的順序進行試車。按照規定,主電動機空載運轉4小時,輔助傳動運轉1小時,電機帶減速機一起運轉8小時,帶設備運轉8小時。主軸及傳動軸瓦溫度不超過55℃,減速機滾動軸承溫度不超過70℃。成立現場試車指揮部組織,分工明確,責任到人,步調一致才能順利的進行試車。
注:裝載自網絡,如有問題,請聯系刪除,謝謝。